Finally printed out my first test cube.
Its far from being perfect, I have not done any fine tuning yet on the extruder, and i think i detected some slight slanting as well, accepting any and all tips for fine tuning, so I can make my next cube a perfect one!
Thanks in advance
[img]http://i131.photobucket.com/albums/p283 ... mjoojh.jpg[/img]
Does this look square enough?
[img]http://i131.photobucket.com/albums/p283 ... 2wme40.jpg[/img]
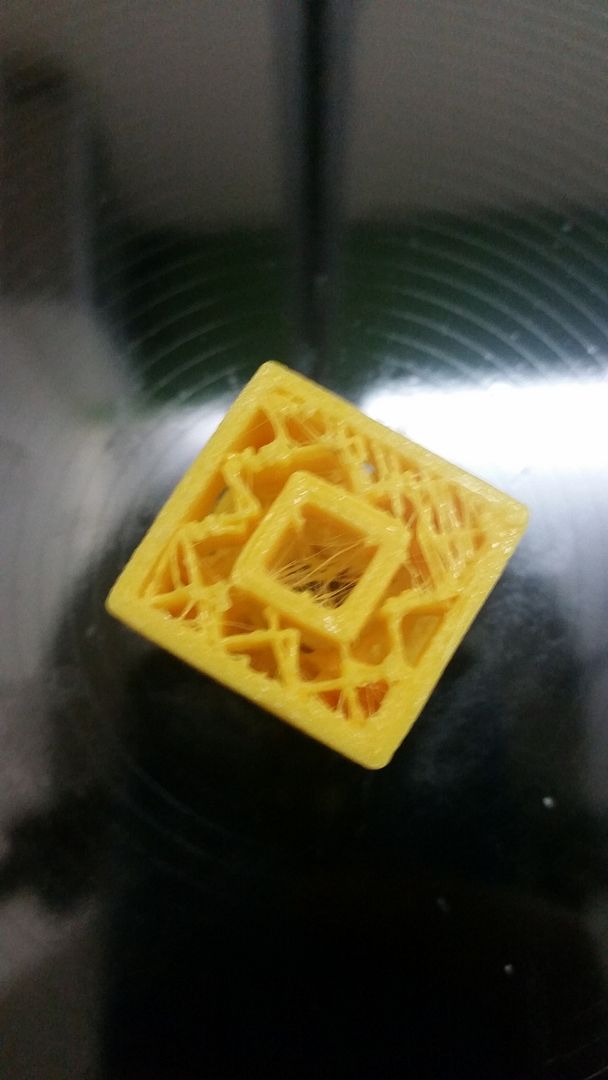
Another angle.
[img]http://s131.photobucket.com/user/photof ... sort=3&o=0[/img]
Printer Finally up and running
-
Eaglezsoar

- ULTIMATE 3D JEDI
- Posts: 7185
- Joined: Sun Apr 01, 2012 5:26 pm
Re: Printer Finally up and running
You need to calibrate the cold extruder and do the complete calibration of the printer as indicated in the manual.
Good print for not being calibrated!
Good print for not being calibrated!
Re: Printer Finally up and running
Hey thanks.
So by the cold extruder calibration you mean the triffid hunter calibration?
http://reprap.org/wiki/Triffid_Hunter%2 ... tion_Guide" onclick="window.open(this.href);return false;
^this one?
If so whats the easiest way to figure out this information?
Know your stepper motors' full steps per revolution value. steps = 360 / angle, so 1.8° = 200 steps, 0.9° = 400 steps, etc.
Know your stepper drivers' microsteps setting. Most Pololus are set to 16x. GEN3 driver 2.3 is fixed to 2 (half step). Some boards have 32x.
Know the number of teeth on your pulleys. Standard printed pulleys have 8 teeth. Most machined pulleys have 10 or 12 teeth since 8 tooth is technically too small for T5 belt
Know your belt pitch! XL and T5 belts /look/ the same, but the difference is important!
Know the number of teeth on your extruder gears, or at least the gear ratio.
So by the cold extruder calibration you mean the triffid hunter calibration?
http://reprap.org/wiki/Triffid_Hunter%2 ... tion_Guide" onclick="window.open(this.href);return false;
^this one?
If so whats the easiest way to figure out this information?
Know your stepper motors' full steps per revolution value. steps = 360 / angle, so 1.8° = 200 steps, 0.9° = 400 steps, etc.
Know your stepper drivers' microsteps setting. Most Pololus are set to 16x. GEN3 driver 2.3 is fixed to 2 (half step). Some boards have 32x.
Know the number of teeth on your pulleys. Standard printed pulleys have 8 teeth. Most machined pulleys have 10 or 12 teeth since 8 tooth is technically too small for T5 belt
Know your belt pitch! XL and T5 belts /look/ the same, but the difference is important!
Know the number of teeth on your extruder gears, or at least the gear ratio.
-
Eaglezsoar
- ULTIMATE 3D JEDI
- Posts: 7185
- Joined: Sun Apr 01, 2012 5:26 pm
Re: Printer Finally up and running
I like to follow the calibration procedures set forth in the assembly manual , Triffid Hunter is okay also but I wish everyone would use the manual first and other methods if necessary which they should not be.

{kind=link}
{kind=link}
{kind=link}
Re: Printer Finally up and running
What he said, follow the manual steps... You don't need any other settings until you have got it properly configured.
Bob
Rostock Max V2, Ball Cup Arms, New Carriages, HE280, Dampers, PSU Breathing, Simplify 3D, GeckoTek3D, Raspberry Pi3. Duet soon... Kossel Mini still under construction.
Delta's are the way!
Rostock Max V2, Ball Cup Arms, New Carriages, HE280, Dampers, PSU Breathing, Simplify 3D, GeckoTek3D, Raspberry Pi3. Duet soon... Kossel Mini still under construction.
Delta's are the way!
-
Tincho85

- Printmaster!
- Posts: 659
- Joined: Sun Nov 03, 2013 12:27 pm
- Location: Buenos Aires, Argentina
Re: Printer Finally up and running
[youtube]http://www.youtube.com/watch?v=1GyiivRWzHc[/youtube]
Martín S.