*Snarkosaurus Rex arrives in chat!*
"Ah, yes. Of course! Despite many thousands of people building & using the v2 without issue, the DESIGN must be the problem!"
If you have a skipping problem, replacing the hotend isn't the right solution.
Going to an HE280 will make your life dramatically simpler when it comes to calibration, however.
Skipping occurs for these reasons:
1. There's a physical restriction in the filament path.
a. This can be caused by a defect in the bowden tube
b. Filament that is wildly out of tolerance - it should have a 1.85mm nominal diameter.
The interior of the bowden tube is 2mm, so it's not very tolerant of cheap filament with poor diameter control.
c. The PTFE liner has shrunk due to overheating. The stock v1/v2 hot end has a PTFE liner inside that can shrink over time.
This is most often caused by overheating, but I've seen it happen to one of my printers that I only ever ran PLA in.
If you remove the nozzle from the hot end, the 2mm ID liner should come out with the nozzle. If it doesn't, you can remove
the PTC fitting from the top of the hot end and drive it out using a bit of filament as a stick.

You should be able to thread filament through the liner with zero resistance - if the nozzle end of the liner is dark brown,
it may need to be replaced. A replacement is a 47.5mm length of 2mm ID tube. You don't want it shorter than that, but
you can cut to 48mm if you can't hit 47.5. Just make sure you don't over-compress the liner with the PTC fitting. That
could bend it, and you'd end up with a restriction again.
d. The nozzle is clogged. A "cold pull" will often fix this (heat the hot end up to ~200C and try to get some filament through
the nozzle by hand. Turn off the heat and at 160C, hold the tension lever in on the EZStruder and quickly pull the filament
out by hand. This should pull out any clog you have. If you've only ever run PLA through the hot end, you can also use a
butane torch to "torch out" the nozzle. You want it hot enough to burn out the PLA, but not enough to make it glow.
2. You're printing too cold for the speed that you're printing at.
If you reduce the print speed and the skipping stops, you're printing too fast for the speed you're printing at. You can either leave it at the reduced speed or bump up the temp by 5C or so and see how it goes. I've found that every manufacturer has their own "sweet spot" when it comes to temp/speed. If you're printing with a steel nozzle (needed for abrasive filaments like UV reactive or carbon fiber), you should add 10-15C to the temp you normally print at.
3. The power setting for the extruder stepper is too low. The stock settings are pretty good out of the gate, but since there's always the potential of variances in motor manufacturing, tweaking the value for the stepper isn't going to hurt you - UP TO A POINT. If you over-drive the extruder motor, it will heat up to the point where it will eventually soften the filament through heat transfer at the hobbed gear. Don't go overboard.

4. Intermittent connection to the extruder stepper motor. This can cause skipping by artificially weakening the motor due to increased resistance in the connector.
5. Weak stepper motor. It's rare, but it has happened.
If you left the hot end at ABS temps for a long time without printing, you most likely have a cooked liner. I'd take it out and and at least inspect it.
I actually had to ask the Grand High Poobah about the liner lengths - it's been so long since I've worked with one that I'd forgotten all the details.
I'll attach a drawing of the hot end that shows how the liners works.
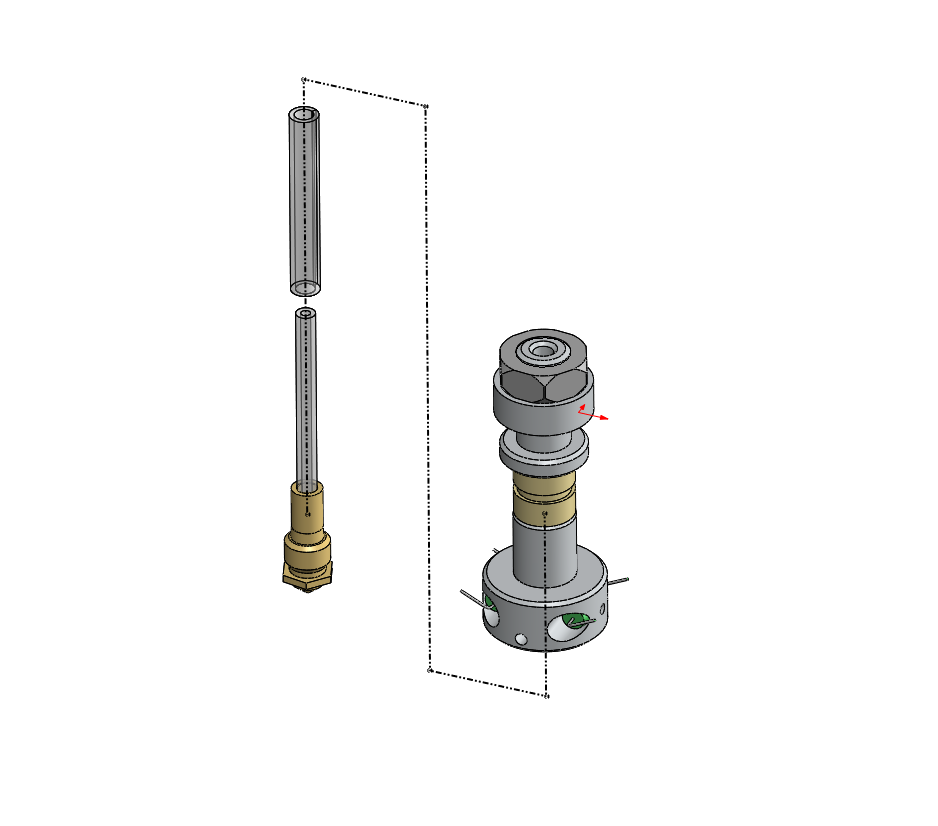
- v2-hotend-liner-assembly.png (57.33 KiB) Viewed 4900 times
(ugh. the forum mangled my nice formatting...oh well.

)
g.