Some musings on retracts
Posted: Fri Oct 07, 2016 1:50 pm
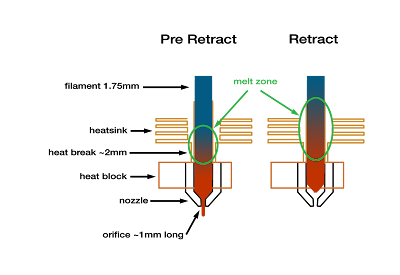
I've completed a post on my blog that deals with retract settings - especially for PLA and ABS. I'll post the figure and the recommendations here. If you want to read the full details, see Some musings on retracts.
[img]https://3.bp.blogspot.com/-ujvRSU91Djg/ ... parent.png[/img]
[img]https://3.bp.blogspot.com/-ujvRSU91Djg/ ... parent.png[/img]
{kind=link}
- Temperature is a key player since the hotter the molten filament, the more fluid it becomes. If the fluid becomes too fluid, it could simply drip out the orifice rather than be pulled back up with the retract. This is why printing at too high temperature than required is not a good idea. Ideally, you want to find the minimum reliable melt temperature to maximize the viscosity of the molten filament.
- The length of the orifice also plays a big part. In fact, my experimentations and modifications a few years ago with the E3D V5 hot end nozzle geometry resulted in a redesign that is now the V6 hot end. If the nozzle bore is too long, materials like PLA tend to not be cleanly retracted and can ooze. Many people then compensate for this oozing my increasing the retract length - which see next.
- Retract length has a very large impact. The longer the retract, the further up into the heartbreak the melt transition zone is pulled. It also tends to elongate as shown in the diagram. When the retract gets to a certain point, the top part of the melt transition will actually cool and solidify in the cold zone (heatsink). This results in a plug or jamming. Depending on many factors, sometimes this plug will be pushed ahead and remelted when the filament is advanced. However, if these factors are aligned against you, a jam occurs and results in filament starving and your print will show gaps. Many times this starvation might self-correct if another retract happens soon afterwards and frees things up. But if you are really unlucky, the plug continues to solidify and your print is completely ruined.
- Retract AND advance speed also play a big role. If retract is too fast, the molten plastic just "snaps off" at the end of the small diameter orifice and the nozzle bore is not cleared. If too slow, you waste a lot of time. On the other side, advance, a different situation exists. If you advance too quickly with PLA, the molten material appears to increase in viscosity to the point where it will not flow. This is called non-Newtonian fluid behavior. Most of the time, this might not cause a problem but in some cases, it can result in a plug and filament starving. With PLA, you can actually retract rather quickly (50mm/s) and advance slower (20mm/s) with excellent results. At this writing, only the KISSlicer provides this capability (and it was added at my request). It makes a difference. I've print 100s of parts a month in PLA and have not had a single jamming/plugging issue in several years.
- First and foremost, determine the minimal melt temperature for your filament. See my Strategies for Successful (and Great) Prints point #9 on how to do this.
- Don't over retract. The E3D V6, SeeMeCNC HE280 and other similar all-metal hotends should perform very well with 1mm retract.
- PLA is more sensitive to retract/advance speeds than ABS and other materials. My recommendation for PLA is to retract relatively fast (40-50m/s) (and short as per the previous guideline) and advance slower (20-25mm/s). At this time, only KISSlicer has this feature. In other slicers, a reasonable compromise is to retract and advance at 20-25mm/s.
- Keep your nozzle tip clean and polished.